
metalworkingmag.fr
18
'22
Written on Modified on
PH HORN News
Maîtriser les processus : solutions HORN pour le micro-usinage et les opérations de tournage long
Des diamètres extérieurs de 0,1 mm, des gorges de 0,5 mm et des avances de 5 µm – bienvenue dans le monde du micro-usinage ! Des vis pour les appareils auditifs, des poids d'équilibrage pour la montre-bracelet automatique ou des petites pièces tournées pour les modules médicaux. Pour fabriquer de telles pièces, il faut du savoir-faire, des machines précises et des outils spéciaux.
Avec des profondeurs de coupe allant jusqu'à 0,01 mm, les utilisateurs posent des exigences très élevées aux outils utilisés. Parmi celles-ci, on compte des surfaces brillantes et une grande précision dimensionnelle des pièces grâce à un faible effort de coupe. HORN a développé des solutions adaptées avec le système de μ-finition pour le micro-usinage ainsi qu'avec d'autres systèmes d'outils et processus de fabrication pour les tours à poupée mobile.
Les exigences posées aux outils pour le micro-usinage avec des tours à poupée mobile sont élevées. En raison des profondeurs de coupe parfois très faibles, les arêtes de coupe doivent être très tranchantes afin de maintenir l’effort de coupe aussi bas que possible. Les arêtes de coupe affûtées augmentent toutefois le risque de micro-éclatements. Même un petit éclat de l'ordre de quelques µm sur l'arête de coupe a un effet négatif sur la surface usinée de la pièce. En outre, l'état de surface de la face de coupe joue un rôle décisif. Pour éviter les arêtes rapportées, la face de coupe doit présenter de bonnes propriétés de glissement. C'est la raison pour laquelle elle est rectifiée très finement ou polie.

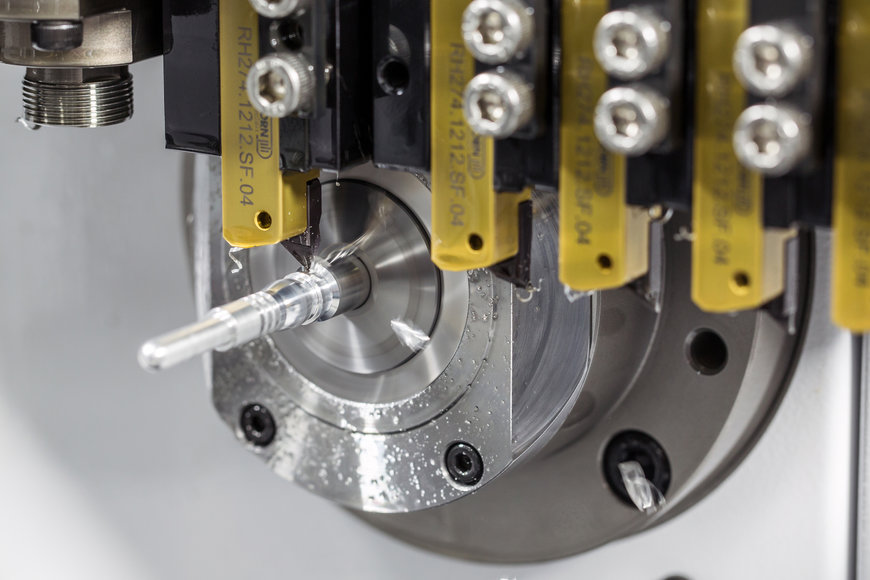
Le système S274 avec des arêtes de coupe très finement rectifiées permet l'usinage précis en tournage de très petites pièces.
Précision de changement de 2,5 µm
Le serrage des plaquettes est un autre point important lors de la conception de l'outil. Lors de l'usinage de pièces tournées de petits diamètres, la hauteur de pointe de l'outil doit être mesurée avec précision. Même le plus petit écart dans la hauteur de pointe a un effet négatif sur la qualité de la pièce lors de l'usinage de très petits diamètres. Dans le meilleur des cas, l'opérateur de la machine doit pouvoir tourner la plaquette sans avoir à régler à nouveau la hauteur de pointe. Avec le système de finition μ, HORN offre des précisions de changement de +/- 0,0025 mm lors du repositionnement de la plaquette à deux arêtes de coupe. Cela est possible grâce à l'affûtage périphérique précis de la plaquette, associé à la stabilité du logement de plaquette. En outre, les surfaces d'appui du porte-outil à section carrée sont également rectifiées, ce qui se répercute sur la précision globale du système HORN.
L’affûtage d’une arête de coupe necessite un savoir faire afin q’elle soit parfaite. Des meules aux grains très fins, de nouvelles techniques d'affûtage spéciales et un microscope avec un grossissement de 400 fois sont nécessaires pour que l'outil offre les performances requises lors de son utilisation ultérieure. Dans ce contexte, chaque lot fabriqué du système μ-Finish est soumis à un contrôle à 100 pour cent. Les critères importants de l'assurance qualité sont la qualité de surface élevée avec des tolérances étroites des surfaces de coupe et de dépouille, la hauteur de pointe et surtout l'acuité de l'arête de coupe. La règle est la suivante : les irrégularités visuellement visibles sur l'arête de coupe sont déjà hors tolérance avec le système µ-Finish.
HORN se présente également comme un fournisseur complet pour toutes les opérations courantes de chariotage. Le vaste portefeuille de plaquettes s'adapte facilement aux exigences des différents processus de chariotage. Des partenariats étroits ont été créés avec les entreprises Graf Werkzeugsysteme, Boehlerit et W&F Werkzeugtechnik, afin de trouver également des solutions pour les interfaces entre Le corps d’outils, la plaquette, ainsi que dans le domaine des outils ISO.
Des connaissances étendues
Le savoir-faire de HORN ne concerne pas uniquement les outils de coupe. Le fabricant d'outils soutient également ses clients et partenaires en leur apportant ses connaissances sur l'utilisation correcte et le développement de nouveaux systèmes d'outils et processus de fabrication pour les opérations de chariotage. Il s'agit par exemple de compétences en matière d'unités motorisées, de porte-outils pour l'usinage de la face arrière et de solutions entières de peignes à outils.
www.horn-group.com
